Особивості плазменої різки різних металів
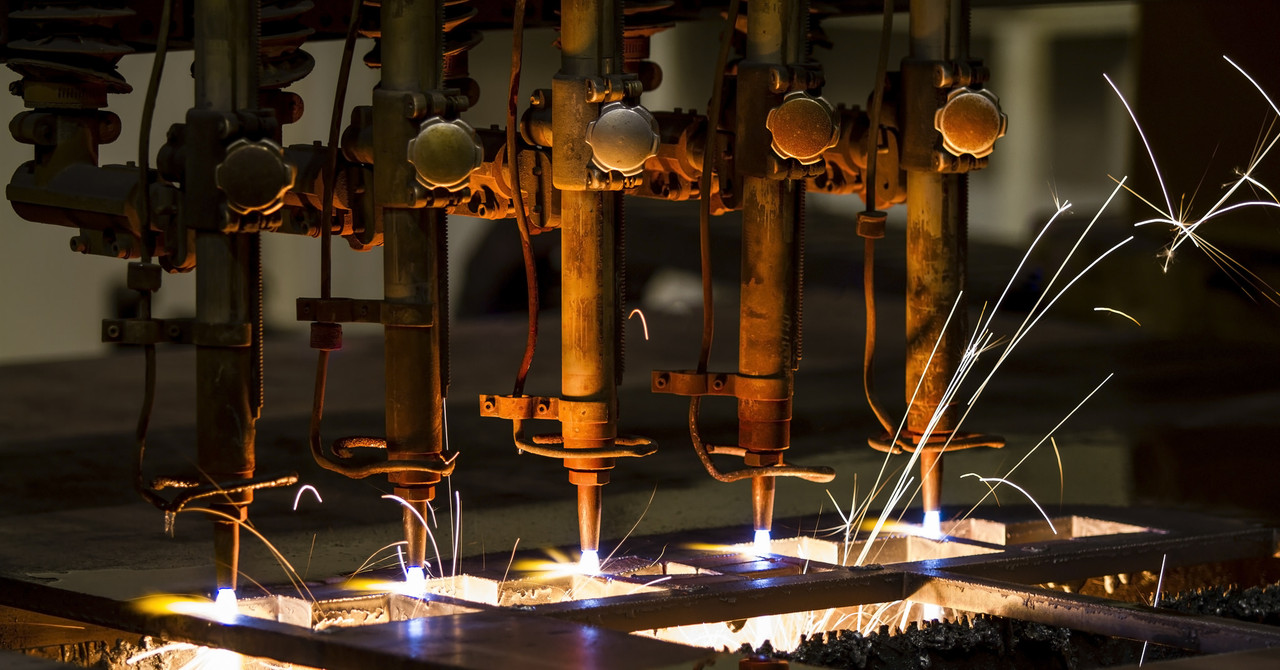
Різка металу плазмою — процес розрізання металу електричною дугою, прискореною потоком іонізованого газу.
Розрізняють 2 способи плазмового різання.
Плазмово-дугове. Застосовується лише для різання металів. Дуговий плазмовий різак прямої дії формує дугу між своїм електродом та металевим виробом з струмопровідними якостями. У прямій дузі максимально високий ККД, тому цей метод оптимально впроваджувати у промислових масштабах;
Плазмово-струменеве. Струменевий плазмовий різак непрямої дії утворює власну робочу дугу між електродом та соплом. Поверхня оброблювального виробу в ланцюг не ввімкнена, і тому цей засіб різки металу плазмою є менш ефективним. Але він дуже затребуваний при різці тонких металовиробів, матеріалів з низькою струмопровідністю, та, особливо, діелектриків. Наявність фарби та інших захисних покриттів (наприклад, оцинкування), а також бруду/пилу не впливає на якість.
Які метали можна різати плазмою?
Застосовуючи плазмову порізку металів забезпечується:
-
різання та розкрій листового металу: сталь, титан, кольорові метали (мідь, алюміній тощо), а також їх сплави (в т.ч. бронза, латунь тощо);
-
різання сталі різної товщини та форми заготовок. Забезпечується обробка вуглецевих та легованих сталей практично всіх марок, у т.ч. високолегованих нержавіючих сталей. Плазмотронами можна нарізати штрипси (вузькі довгомірні сталеві смужки) та кроїти рулонну сталь;
-
різання чавуну. Плазма забезпечує його глибоке розрізання, що робить спосіб ефективнішим порівняно з іншими технологіями;
-
різання та обробка труб різного діаметра. Використовуються спеціальні труборізи з центраторами. Крім різання можна обробляти поверхню труб, знімати фаски, зачищати зварні шви, обробляти кромки;
-
формування та обробка отворів;
-
фігурне різання металевих заготовок. Спеціальне обладнання дозволяє виробляти навіть художнє різьблення та виготовлення деталей складних форм.
Що враховують перед застосуванням плазмового різання металу
-
Оптимальний результат досягається при обробці відносно тонкого матеріалу із збереженням прямого кута різання. Залежно від товщини металевого листа та поточного завдання допускається відхилення 10-50°. Більший кут призводить до різкого потовщення різу та прискореного зносу обладнання.
-
Оператор при плазмовому різанні металів не може використовувати більше одного різака, підключеного до одного апарату.
-
Перед обробкою кольорових металів слід врахувати, що можливе оплавлення країв різу.
-
Відносно слабке прожарювання країв металевого листа.
-
При різанні титану формується альфований шар завтовшки до 1,5 см, який суттєво ускладнює подальшу обробку виробу.

 Обстеження та ремонт резервуарів: як своєчасно виявити дефекти та подовжити термін експлуатаціїСталеві резервуари зношуються через корозію та навантаження, але своєчасне обстеження допомагає уникнути аварій. У статті розбираємо дефектоскопію, ультразвукову діагностику, паспортизацію, етапи ремонту швів і днища, а також коли потрібен безпечний демонтаж. Пояснюємо, як продовжити ресурс ємностей і зберегти безпеку на виробництві.Обстеження та ремонт резервуарів: як своєчасно виявити дефекти та подовжити термін експлуатації
Обстеження та ремонт резервуарів: як своєчасно виявити дефекти та подовжити термін експлуатаціїСталеві резервуари зношуються через корозію та навантаження, але своєчасне обстеження допомагає уникнути аварій. У статті розбираємо дефектоскопію, ультразвукову діагностику, паспортизацію, етапи ремонту швів і днища, а також коли потрібен безпечний демонтаж. Пояснюємо, як продовжити ресурс ємностей і зберегти безпеку на виробництві.Обстеження та ремонт резервуарів: як своєчасно виявити дефекти та подовжити термін експлуатації Горизонтальні сталеві резервуари (РГС): конструкція, виготовлення та сфери застосуванняГоризонтальні сталеві резервуари РГС — практичне рішення для зберігання нафтопродуктів і води на АЗС, нафтобазах та підприємствах. У статті розбираємо відмінності наземних і підземних моделей (РГСП), типову комплектацію на прикладі РГС-50, додаткове обладнання, роль ложементів і ключові вимоги до герметичності та захисту від корозії.Горизонтальні сталеві резервуари (РГС): конструкція, виготовлення та сфери застосування
Горизонтальні сталеві резервуари (РГС): конструкція, виготовлення та сфери застосуванняГоризонтальні сталеві резервуари РГС — практичне рішення для зберігання нафтопродуктів і води на АЗС, нафтобазах та підприємствах. У статті розбираємо відмінності наземних і підземних моделей (РГСП), типову комплектацію на прикладі РГС-50, додаткове обладнання, роль ложементів і ключові вимоги до герметичності та захисту від корозії.Горизонтальні сталеві резервуари (РГС): конструкція, виготовлення та сфери застосування